En laat jouw idee tot leven komen.

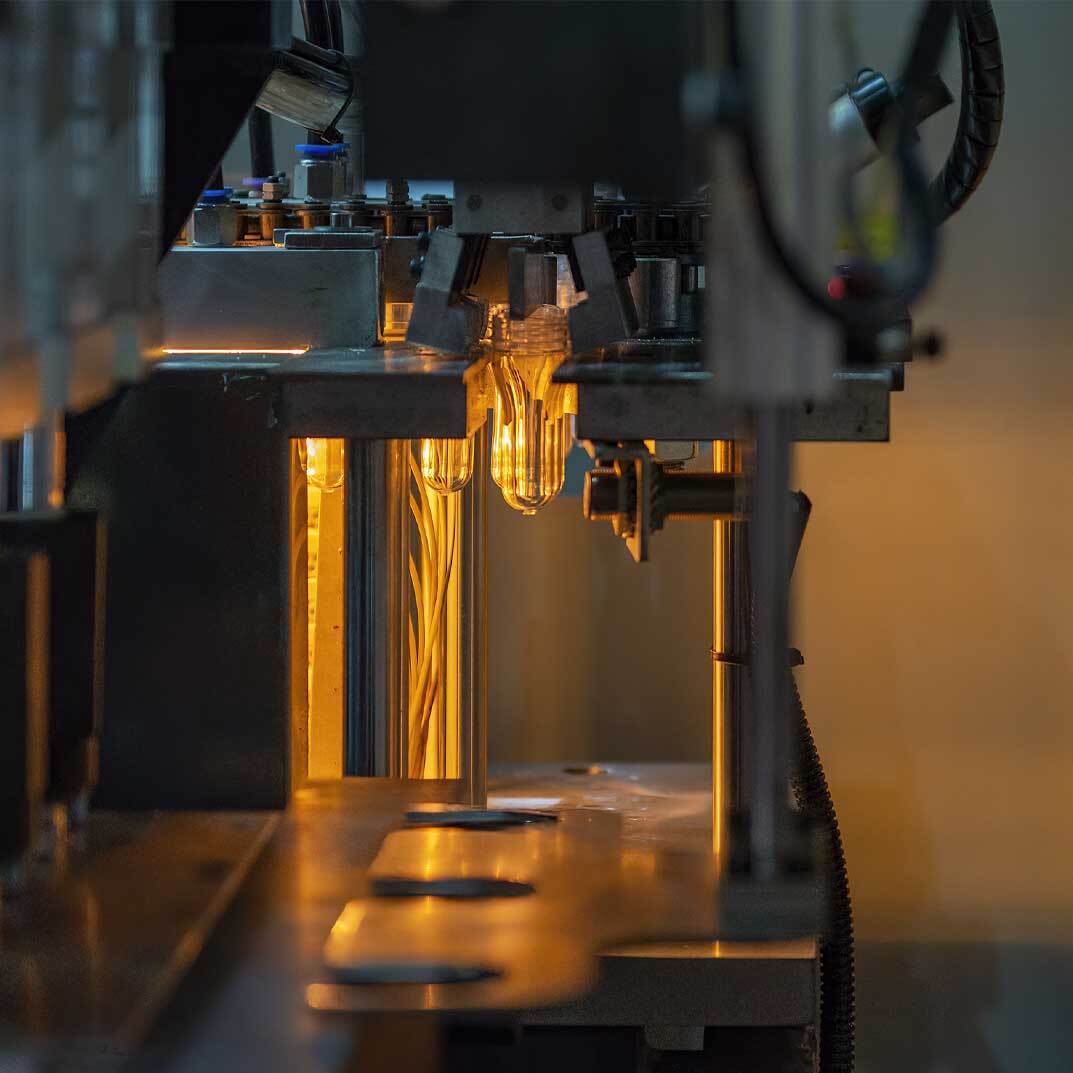
Spuitgieten
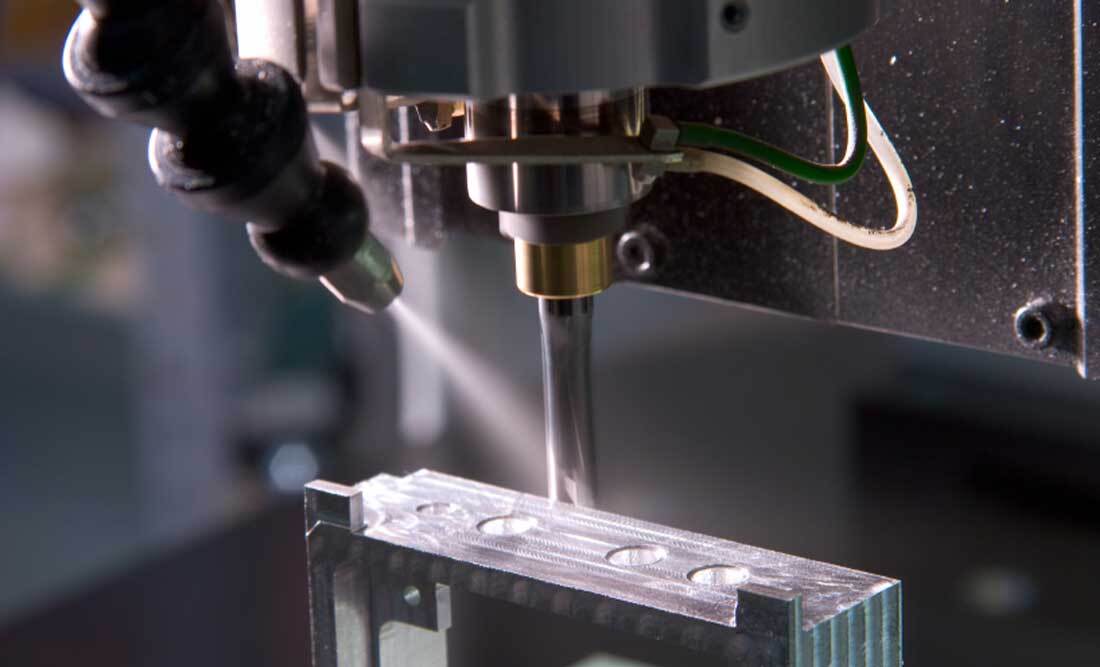
Matrijsmakerij
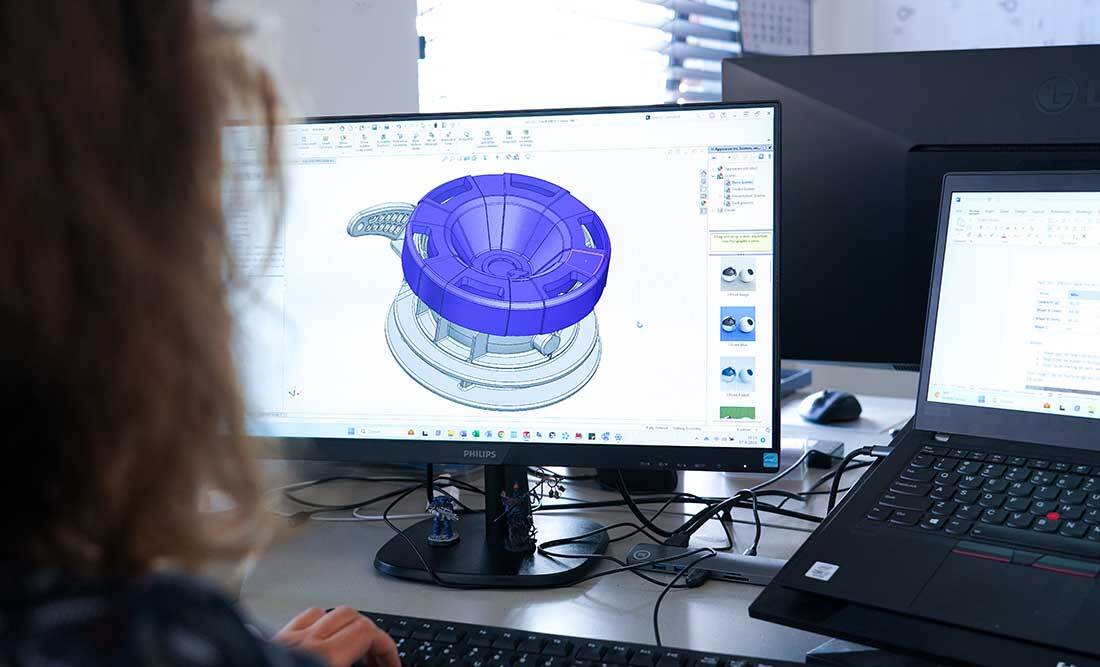
Engineering













100%
circulair
100% CIRCULAIR
Met de R2S methodiek kunnen we met u samen tot een 100% circulair productieproces komen en werken met een volledig gesloten loop, waarbij gebruikte kunststof produten worden omgezet in hoogwaardige nieuwe spuitgiet producten. Samen brengen we dan de keten van productie, marktgebruik en inzameling in beeld zodat wij uw ingezamelde kunststof weer kunnen vermalen en inzetten voor nieuwe producten specifiek voor u.
100%
gerecycled kunststof
Gerecycled kunststof
Als 100% circulair in de keten nog niet mogelijk is, kijken we graag naar de inzet van gerecycled materiaal of andere groenere grondstoffen om de impact van uw producten op het milieu zo laag mogelijk te houden.
90%
CO2-reductie

Tot wel 90% minder CO2 uitstoot
Wanneer u gebruik maakt van de R2S methode kunt u uw CO2 uitstoot tot wel 90% verlagen ten opzichte van conventionele productie. Wij maken dat geheel inzichtelijk met CO₂-uitstoot vergelijkingen.